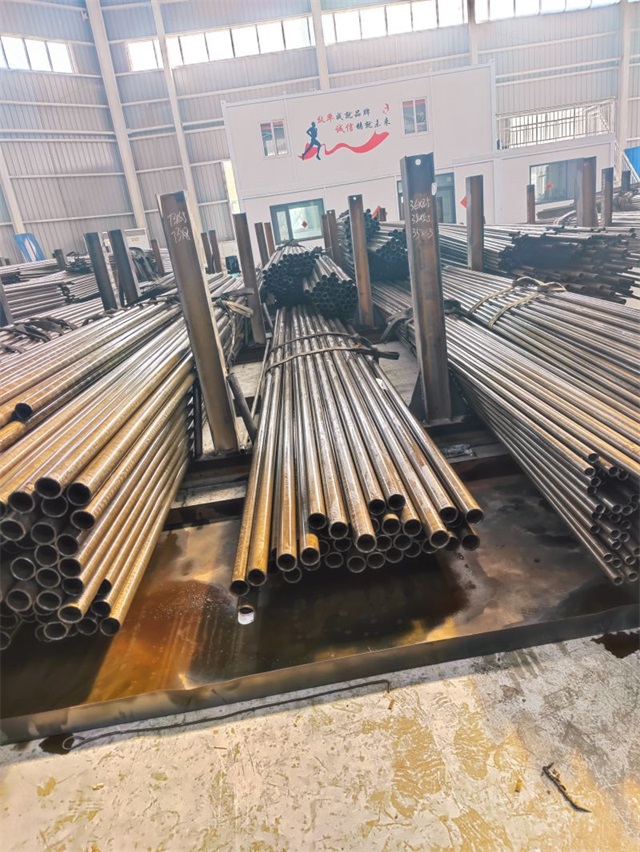

精密无缝钢管制造的难题是:漏钢缺点、锌层脱落、厚边。
1、漏钢缺点
为了降低成本并增加钢制强度,常向钢基中加入较高的硅元素。硅元素的过多添加会增加界面张力,减少钢板对锌液的浸湿能力,提升漏镀概率。此外,硅容易氧化,生成SiO2,在酸性时不容易清除,进而易在SiO2聚集区产生漏钢缺点。
为解决此问题,采用无酸洗热轧钢带持续热镀锌工艺。热扎精密无缝钢管不经酸洗直接进还原炉,并把精密无缝钢管在还原炉温度提升到650-750℃,保温时间增长至120-400s。保护气体H2体积分数提升到20%以上。这时,热扎精密无缝钢管因为氧化皮的体积膨胀产生裂纹和间隙,H2可通过这些裂痕和间隙进到,使氧化皮变为由纯Fe和FeO构成的多孔质层。在热镀锌时,表面形成Fe-Al-Zn合金层,可提高涂层粘合力,清除漏钢缺点。

2、锌层脱落
无氧化炉中因为燃气的发热值稍低,压力产生起伏等因素使发生氧化气氛,进而造成锌层脱落。
采取措施为:1)挑选燃烧性能良好的燃气烧嘴;使气体、燃气的压力维持在要求的范围内;2)燃气发热值波动范围小于±5%;3)用火加温段炉温高过1000℃;4)无烧嘴预热段炉温高过800℃;5)精密无缝钢管出无氧化炉温度低于650℃。
3、厚边
精密无缝钢管规格偏厚,精密无缝钢管启动速度低,当精密无缝钢管边缘的锌层比中间锌层厚时,出现厚边缺点。这类缺点对精密无缝钢管放卷特别有害,边缘厚,叠成卷以后带卷的边缘直径便会超过中间直径,边缘直径达会产生拉应力,因此易把边缘拉长,进而形成浪边缺点。
精密无缝钢管运作高速下产生的不足为高速厚边,低速下产生的不足为低速厚边。1)高速厚边主要是由于气刀的视角调节欠佳,导致对吹,产生扰流而引起的。适当调整气刀视角即可清除此缺点。2)低速厚边主要由于速率低边缘制热量大,并且喷头两端的气旋往外流失一部分,那样降低了边缘气旋的冲量,导致边缘刮锌量比中间小,因此产生低速厚边。为了消除该缺点,可在精密无缝钢管边缘安置额外喷头来提高精密无缝钢管边缘的喷气压力。此外在精密无缝钢管两边应用移动式隔板可清除低速厚边缺点。